2.配管の加工
2.1 工具の互換性(R22/R407C/R404A/R410A)
計測機器と工具は、R410A専用のものを使用する。
○ 従来品(R22用)と互換性有 ■ R410A専用(R22と互換性無し)
| 工 具 | 従来品(R22用) との互換性 |
留 意 点 | 用 途 | |
| R407C R404A |
R410A | |||
| パイプカッタ 面取リリーマ |
○ | ○ | 冷媒配管の切断 バリ取り |
|
| フレア工具 | ○ |
■ (○) |
・R410A専用フレア工具あり。R407Cにもそのまま ・R410Aは耐圧を高く保つ必要があり、フレア開ロ部 |
冷媒配管のフレ ア加工 |
| 出し代調整用 銅管ゲージ |
― (不要) |
■ | フレア加工時の 銅管突き出し 寸法の管理 |
|
| パイプベンダ | ○ | ○ | 冷媒配管の曲げ 加工 |
|
| 拡管工具 | ○ | ○ | 冷媒配管の拡管 | |
2.2 パイプの切断
パイプの長さに余裕(30~50cm)を見てパイプカッタで切断面は正しく直角に切断する。
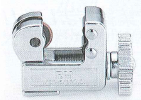
パイプカッタ 銅管を必要寸法に合わせて切断する工具。
銅管口径および肉厚に応じて、大、中、小その他各種類がある。
| 小口径銅管用 |
対応…銅管外径 3~16mm ●小型で回転半径が小さいので狭い場所での作業に適している ●キャピラリチューブも切断が可能。 |
 |
|
|
中口径銅管用 |
対応…銅管外径 3~32mm 切断可能肉厚… ~3mm ●普及型のパイプカッタ |
 |
|
| 大口径銅管用 | |
 |
対応…銅管外径 6~60mm 切断可能肉厚… ~3mm ●25.4mm以上の大口径銅管を切断するの に適している ●アジャスタブル機能がついていますので作業性にもすぐれている |
| 電動パイプカッタ | |
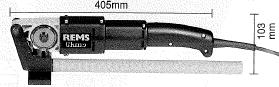 |
対応…銅管外径 9.53~34.93mm 切断可能肉厚… ~1.5mm ●電源100Vで短時間で切断できる ●バリが少なく、切断後の処理が少なくて 済む |
パイプ切断の不具合と対策事例
| 不具合内容 | 対処方法 |
| 銅管の変形による接合面からの漏えい | 変形しないようにパイプカッタをゆっくり締め込み直角に切断する |
| 切断面の変形によるフレア部の変形 | 切断時に著しく切断面が変形した場合は、切断しなおす |
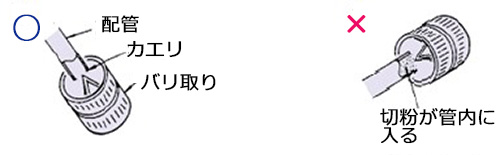
2.3 切断面仕上げ
切断面を目の細かいやすりで押しながらていねいに仕上げる。
管内に切粉が入らないように加工面を下向きにし、やすりで仕上げる。
2.4 曲げ加工
ベンダによりパイプができるだけつぶれないように必要に応じ曲げる。
冷凍保安規則関係例示基準23.6.4(曲げ加工をする管)において、曲げ半径が管の外径の4倍未満の場合、曲げ半径を考慮した管の肉厚を選定することとなっている。
冷媒配管は、外径の4倍以上の曲げ半径で曲げることを推奨する。
| 配管サイズ | 最小曲げ半径 |
| Φ6.35 | 30~40㎜ |
| Φ9.52 | 30~40㎜ |
| Φ12.70 | 40~60㎜ |
| Φ15.88 | 40~60㎜ |
ベンダによる曲げ加工
●曲げ内側にしわが現れる場合は、曲げ半径は過小か、管肉厚が薄く適正でないので、使用しない。
●芯金を管内に通して曲げると、しわの予防が出来る。
| レバー式チューブベンダ |
油圧式ベンダ |
 |
 |
| 充電式ベンダ | 電動式直管ベンダ |
 |
 |
2.5 バリ取り
パイプカッタで切断するとバリが出るので面取工具(リーマ)でバリを取る。
切粉がパイプ内に入らないように下向きで作業すること。
厚肉銅管を用いる場合はバリも大きくなるので充分バリ取りを行う必要がある。
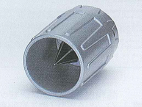
リーマ
銅管切断面のバリ(かえり)を取除き、切断面を整えるための工具である。切断面を整えないと、フレア面にキズが付き、フレア接続をした時に冷媒漏れを起こす原因となる
| 普及型銅管リーマ |
対応…銅管外径 3~35mm ●銅管に差し込みまわすだけで面取り作業が行える。(リーマは一方向にまわす) ●放射状に刃が複数枚ついているので作業効率が良く、きれいな仕上げになる。
|
 |
|
| スクレーパ型リーマ |
●刃が自在に動くので回す方向にかかわらず面取り作業が可能である。 ●オプションで形状を選べるので様々な面取り作業に適している。 |
銅管内部に入った銅クズは、ドライバの柄等で軽くたたいたりガーゼ棒にて除去する
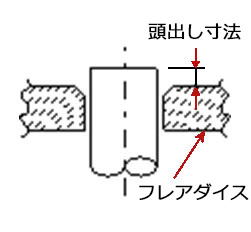
2.6 フレア加工
フレアナットを挿入し、フレアダイス面から配管先端までは適正な寸法でセットし、フレア内面はキズがないように真円で均一に加工する。
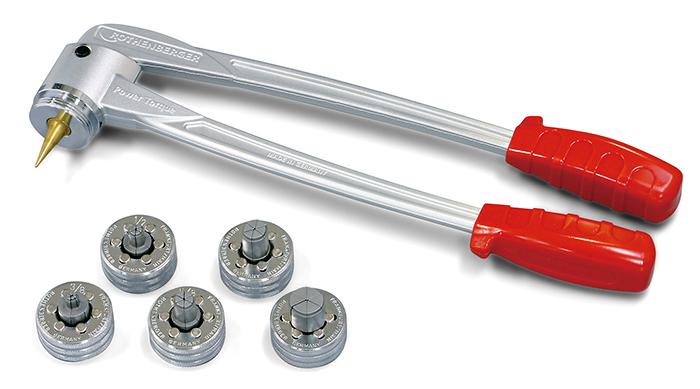
フレアツール
フレアツールとは、銅管を接続するために、管端部をフレア(ラッパ)状に加工する工具である。
フレアツールの種類
①第1種銅管用フレアツール(R407C,R404A,R507AおよびR22)
第1種銅管用フレアツールとは、従来のHCFC系冷媒用銅管加工に用いられていたフレアツールである。第1種のHFC冷媒銅管は肉厚的にHCFC用銅管と大差なく、また、フレア寸法の規格も従来のままのため、従来のフレアツールが適用可能である。種類としては、クラッチ式フレアツールとウイングナット式フレアツールがある。
| クラッチ式フレアツール | ウイングナット式フレアツール |
 |
 |
| 銅管外径6.35~19.05mm |
銅管外径6.35~19.05mm |
②第2種銅管用フレアツール(R410A)
第2種銅管用フレアツールとは、R410A用銅管のフレア加工に開発されたフレアツールである。第2種用の銅管はフレア寸法の規格が従来および第1種の寸法より大きくなる。そのため第1種用のフレアツールをそのまま使用して第2種用の規格に適応したフレア寸法に加工する場合は、「出ししろ調整用銅管ゲージ」が必要である。種類としては、クラッチ式フレアツールの一種類である。

対応 銅管外径 6.35~19.05mm
特徴
○従来と同じ作業方法で新規格を満たす事ができる。○R410Aの刻印と冷媒色(桃色)の塗付により従来品との区別ができる。
各フレアツールと各冷媒用配管との対応表
| CFC用 | HCFC用 | R404A用 | R407C用 | R507A用 | R410A用 | |
| クラッチ式 フレアツール |
○ | ○ | ○ | ○ | ○ | △注 |
| ウイングナット式 フレアツール |
○ | ○ | ○ | ○ | ○ | × |
| R410A用 クラッチ式 フレアツール |
○ | ○ | ○ | ○ | ○ | ○ |
| △注:「出ししろ調整用銅管ゲージ」を使用することにより可能 | ||||||
フレアナット
呼び径1/4,3/8及び3/4のフレアナットは第1種(3.45MPa)と第2種(4.15MPa)は共通である。
呼び径1/2,5/8のフレアナットは使用圧力別に第1種用と第2種用とに区分され、スパナ掛けするB寸法(二面幅寸法)が第2種では大きくなっている。
フレア加工の手順
①加工ツール清掃 フレア加工を行う前に、フレアツールのコーン部の清掃を行う。
②フレアナット挿入 挿入忘れはありませんか。
③頭出し フレアダイスからの出ししろを正しくセットする。
フレアダイス面から銅管先端までの寸法例 単位(㎜)
| フレア工具種類 | 配管径 | 6.35 | 9.52 | 12.70 | 15.88 |
| クラッチ式 R410A対応品 |
R22,R134a R404A,R407C用 |
0~0.5 | 0~0.5 | 0~0.5 | 0~0.5 |
| R410A用 | 0~0.5 | 0~0.5 | 0~0.5 | 0~0.5 | |
| クラッチ式従来品 | R22,R134a R404A,R407C用 |
0~0.5 | 0~0.5 | 0~0.5 | 0~0.5 |
| R410A用 | 0.7~1.3 | 0.7~1.3 | 0.7~1.3 | 0.7~1.3 | |
 注 R410A用フレア工具は、R22,R134a,R404A,R407C用とフレアダイス面 から銅管先端までの寸法が異なる。 |
|||||
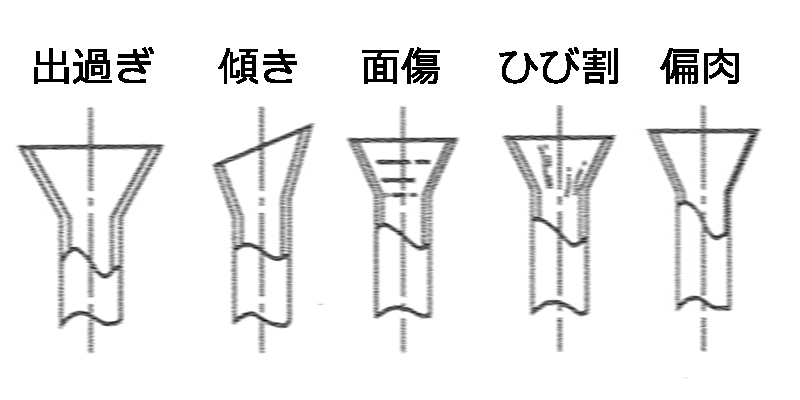
④フレア加工 内面は光沢があり、キズがないように真円で均一に加工する。
・ポンチの表面を清掃する。
・フレアダイスにフレアポンチをかませ、銅管とフレアポンチのセンタを合わせる。
・フレアポンチのハンドルを徐々に回し、銅管を拡げる。
・ハンドルを回していくと「カチッ」と音がする。念のため、さらに3~4回回転させる。
 |
|
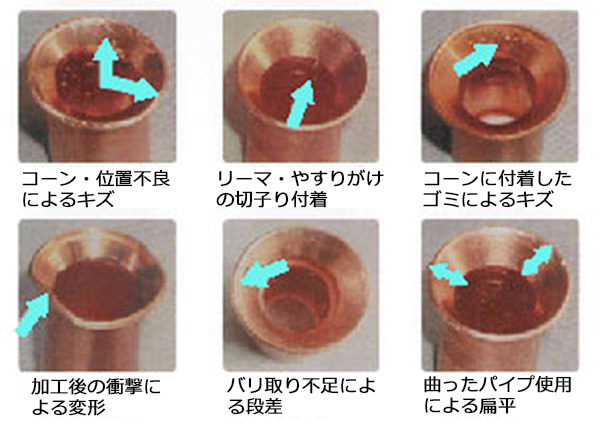
フレア加工の不良例 |
⑤フレア部の確認
・フレア内面が、均等な幅で光沢があること。
・フレア部の肉厚が均等であること。
| 異常状態のあるフレア | 傷のないきれいなフレア |
 |
 |
・フレア部の大きさ(A寸法)が適切であること
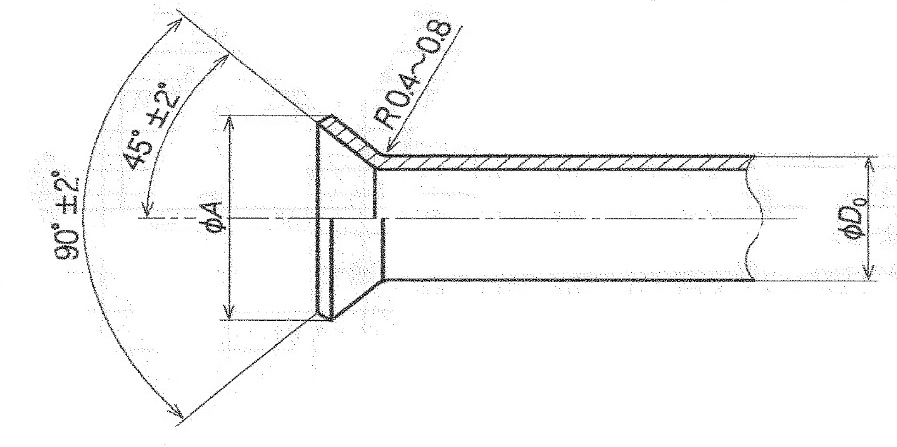
単位(㎜)
| 呼び | 管の外径 D0 | \(A_{-0.4}^{0}\) | |
| 第一種 | 第二種 | ||
| 1/4 | 6.35 | 9.0 | 9.1 |
| 3/8 | 9.52 | 13.0 | 13.2 |
| 1/2 | 12.70 | 16.2 | 16.6 |
| 5/8 | 15.88 | 19.4 | 19.7 |
| 3/4 | 19.05 | 23.3 | 24.0 |
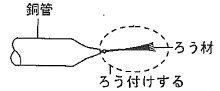
2.7 ろう付接続部加工
ろう付は接続面を重ね、そのすき間にろう材を溶着させ、接着力でもたせるもので、接合面積を十分にとり、適切なすき間を取ることが大切である。
エキスパンダ
エキスパンダとは、銅管をろう付接続するために、
一方の管の端部をふくらませる加工をする工具である。
標準的な拡管範囲 銅管外径 9.52~38.1mm

充電式油圧エキスパンダ
手動式に比べ拡管作業が容易にできる。
標準的な拡管範囲 銅管外径 9.52~41.28mm
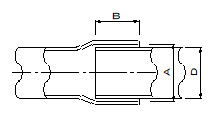 |
管外径 D |
最小はまり込み深さ B |
すき間 A-D |
| 5以上 8未満 8 〃 12 〃 |
6 7 |
0.05~0.35 | |
| 12 〃 16 〃 16 〃 25 〃 |
8 10 |
0.05~0.45 | |
| 25 〃 35 〃 35 〃 45 〃 |
12 14 |
0.05~0.55 |
2.8 ブロー
配管単体を配管加工後、窒素でブローして、配管内のゴミ等を除去する。
2.9 配管養生
冷媒配管の養生は配管内への水分・ごみ・埃等の浸入を防止するもので重要な作業である。
水分の混入による大きなトラブルも多数発生しており、そのようなトラブルを未然に防ぐ意味でも注意が必要である。
管端部は、全て養生が必要であり、最も確実な方法は「ピンチ方法」である。
施工箇所や養生期間により、簡易的に「テーピング方法」を選択することもある。
| 場所 | 工期 | 養生方法 |
| 屋外 | 1ヶ月以上 | ピンチ |
| 1ヶ月未満 | ピンチ又はテーピング | |
| 室内 | 問わず |
ピンチ方法
銅管の端を一度閉塞し、すき間をろう付する方法である。
長期間養生の場合、管内の空気を窒素置換する事により、酸化防止できる。
(窒素ガスを0.02~0.05MPa程度封入)
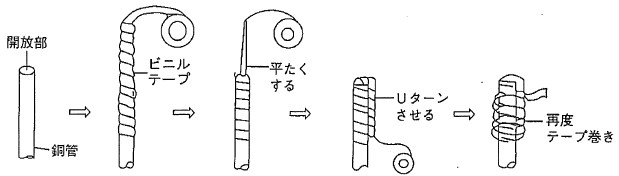
テーピング方法
銅管の端を、ビニルテープでカバーする方法である。