3.銅管配管のろう付
ろう付は金属を接合する方法の一種で、接合する金属より融点の低い温度で溶融するろう材を用いて、母材を溶融せずにぬれと毛細管現象により接合する方法。
ろう付には、軟ろう付と硬ろう付に分かれ、軟ろうは、融点が450℃以下で、ハンダなどが主に用いられる。
硬ろうは、融点が450℃以上で、リン銅ろう、銀ろうなどが主に用いられる。
冷媒配管のろう付を軟ろう付で行った場合、接合強度が不足し、ガス漏れなどの事故が発生するため、冷媒配管のろう付は硬ろう付で行う事が必要である。
3.1 使用機材と材料の選定
3.1.1.溶接機
銅配管のろう付機材には、アセチレンガスと酸素ガスを使用する一般的な小型溶接機 と、プロパンガス、ブタンガスと酸素を使用する中口径の銅配管のろう付に使用できる簡易型小型溶接機があるが、銅配管のろう付箇所が多くある場合、コスト面でも優位な大型の溶接機を使用することが望ましい。
また、簡易型溶接機のようなプロパンガスとブタンガスの混合ガスを使用した小口径のろう付に使用できるものや、炎が出ない、比較的安全にろう付が行える電気式ろう付機などがある。

小型溶接機

簡易型小型溶接機

簡易型溶接機

電気式ろう付機
3.1.2 ガス溶接機
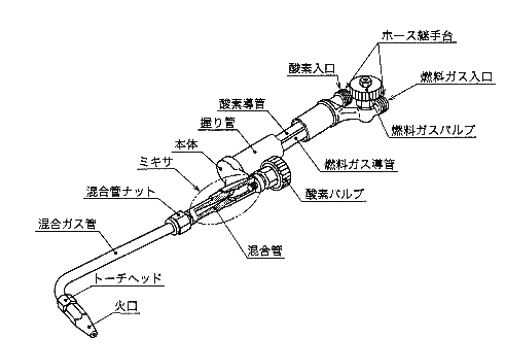
ガス溶接機には吹管と火口の構造の違いから、A型溶接機(ドイツ式)とB型溶接機(フランス式)に分類されている。
| ガス溶接機の種類 | A型溶接機 | 1号 |
| 2号 | ||
| B型溶接機 | 0号 | |
| 01号 | ||
| 2号 |
現在、銅配管のろう付にはB型溶接機(フランス式)が多く用いられている。
B型溶接機(フランス式)
管径とガス溶接機の火口大きさ
| 管 径 (mm) |
火口内径 (mm) |
火 口 番 号 | ろう付け棒径(mm) |
| 6.4 | 1.2~1.3 | #200~#225 | 1.6 |
| 9.5 | 1.3~1.4 | #225~#250 | 1.6 |
| 12.7 | 1.3~1.5 | #225~#300 | 1.6 |
| 15.9 | 1.4~1.7 | #250~#450 | 1.6 |
| 22.2 | 1.6~1.8 | #400~#500 | 2.4 |
| 25.4 | 1.7~2.0 | #450~#650 | 2.4 |
| 31.8 | 1.8~2.2 | #400~#800 | 2.4 |
| 38.4 | 2.0~2.4 | #650~#1000 | 3.2 |
| 44.5 | 2.2~2.4 | #800~#1000 | 3.2 |
3.1.3 ろう材の種類と特性
りん銅ろうは、銅と5%~8%のりんを主成分とする合金で、りんの還元作用により、フラックスを使用しないで銅配管にろう付が行える。
銅配管と異種金属(アルミニウム、マグネシウム以外)のろう付には、銀、銅、亜鉛を主成分とする銀ろうが広く使用されている。銀ろうにCd(カドミウム)を添加することにより、低い融点を確保できるが、現在はCd(カドミウム)を含まない銀ろうの使用が推奨されている。
母材に対して影響を及ぼしたくない場合は、ろう付温度の低いろう材を選定、狭いすき間のろう付には、溶融温度範囲の狭いもの、浸透性の良いものを選定、広いすき間のろう付には、溶融温度範囲の広いものを選定する。
りん銅ろうと銀ろうの種類と特性 JIS Z 3631、Z 3264
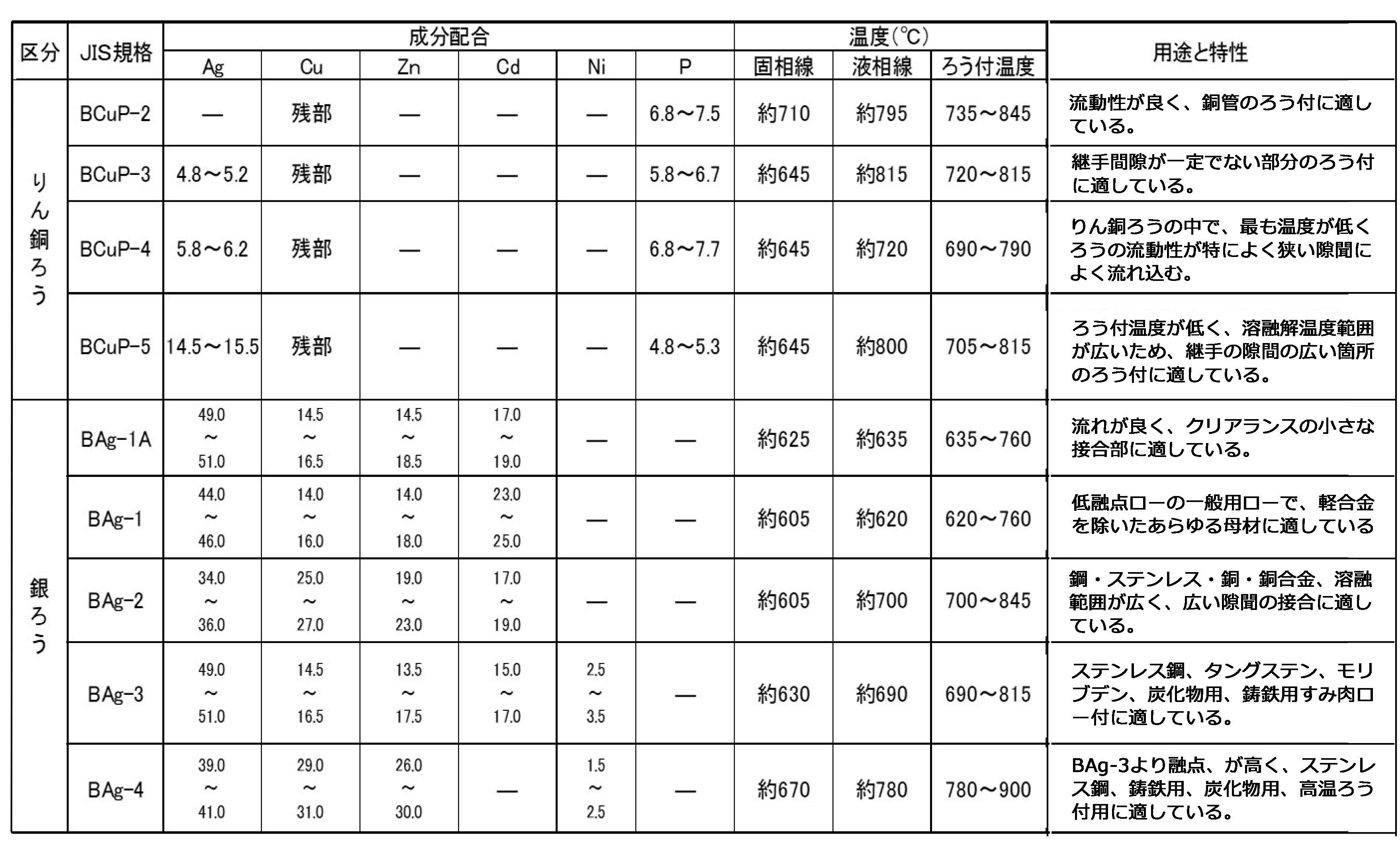
固相線:ろうの溶融が開始される温度
液相線:ろうが完全に溶融する温度
溶融温度範囲:固相線と液相線の温度差
3.1.4 フラックス
フラックスは、酸化被膜の除去と加熱中の酸化被膜の防止を目的としている。通常金属の表面は酸化被膜に覆われている。母材を加熱すると母材表面は急速に酸化する。この時出来た酸化膜はろう付作業の弊害となる。
フラックスは、酸化被膜と反応して反応生成物を作り溶解除去すると同時に、表面を覆い、再酸化防止するとともに、ぬれ現象の促進をはかっている。フラックスには、粉末状、ペースト状、液体状のものがある。ろう材にフラックスを被覆したもの、フラックス入りろう材などもある。フラックスはホウ酸、ホウ砂、フッ化物、ホウ酸塩などが主な成分であり、ろう材に適したフラックスの選定が重要である。
3.1.5 フラックスの選択と使用方法
1.銅配管やろう材に対して腐食作用が低いこと。
2.フラックスの温度範囲(活性温度範囲)とろう付温度が適合していること。
3.加熱中にフラックスが垂れないこと。
4.残渣の除去が容易であること。
5.ろう付箇所の汚れ、酸化被膜の除去、脱脂等を行う。
6.加熱前にフラックスをろう付表面に塗布する。
7.加熱中に母材が酸化してきたらフラックスを補充する。
8.ろう付後は腐食の原因となる母材表面の残渣フラックスやスラグなどを取除く。
9.一般的にはペースト状のフラックスを使用することが多くあるが、ペースト状の粘度が高い場合は、少量の水(純水が望ましい)で希釈する。
フラックスの種類
| AWS NO. |
使用形状 | ろうの タイプ |
活性温度 範囲(℃) |
フラックス の組成 |
母材の種類 |
| FB3-A | ペースト | BAg,BCuP | 565~870 | ほう酸塩 フッ化物 |
すべてのろう付ができ る鉄、非鉄金属合金 |
| FB3-C | ペースト | BAg,BCuP | 565~925 | ほう酸塩、 ボロンフッ化物 |
すべてのろう付がで きる鉄、非鉄金属合金 |
| FB3-D | ペースト |
BAg,BCuP BNi |
760~1205 |
ほう酸塩 フッ化物 |
すべてのろう付がで きる鉄、非鉄金属合金 |
| FB3-K | 液状 |
BAg,BCuP BAu,BCuZn |
760~1205 | 760~1205 | すべてのろう付ができ る鉄、非鉄金属合金 |
| FB4-A | ペースト |
BAg,BCuP BCuZn |
595~870 | ほう酸塩、塩化 物、フッ化物 |
Al青銅、Al黄銅Ti及び 他の金属が少量添加 されたもの |
AWS:アメリカ溶接協会規格
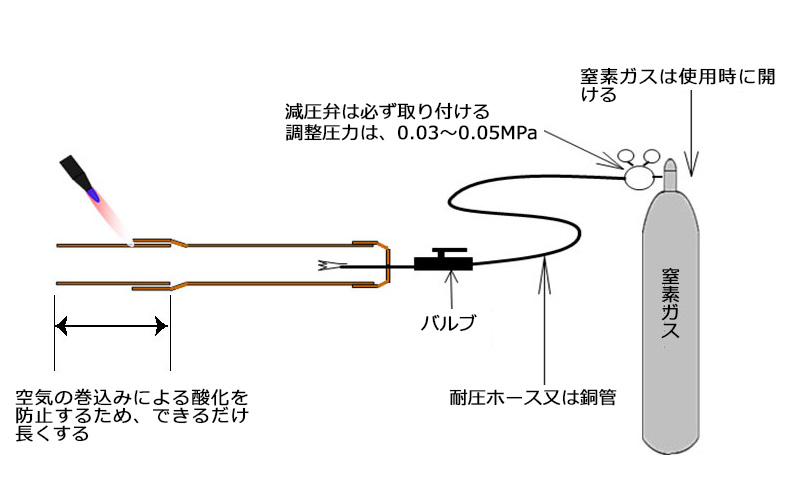
3.2 窒素ブロー
空気中には約21%の酸素が存在する。金属を加熱すると高温となった金属の表面と空気中の酸素が化学結合し、酸化被膜が生成される。この酸化被膜が剥離すると、剥離した酸化被膜は膨張弁やキャピラリチューブなどを詰まらす原因になり、圧縮機に対しても悪影響を及ぼすため、銅配管のろう付では銅配管内面の酸化を防止することが最も重要なことである。そのためには、銅配管内を窒素ブローする必要がある。
窒素ブローは、銅配管内の酸素濃度を5%未満にする。ろう付作業時は0.03MPa~0.05MPaの窒素ガスを銅配管内にブローしながら行う。ろう付部のピンホールを防ぐためには、窒素ブロー時の圧力を過度に上げない。ろう付箇所が複数個所ある場合は、窒素ブローホース接続側よりろう付作業を行う。
3.3 ろう付作業
3.3.1 ろう付作業前
ろう付作業を行う前には、
●消火器、消火バケツなどの消火器具を必ず準備し、作業場所に置いておく。
●ろう付作業周囲に可燃物等がないか確認する。
●保護具(眼鏡、手袋)などは必ず準備し、作業時には着用する。
●ナイロン系の作業服はできるだけ着用しない。
●酸素、アセチレン容器の転倒防止を講ずるとともに、ホース、継手などの漏れを確認する。
●ろう付作業場所の換気を十分に行う。
3.3.2 火口の選定と火炎
母材に対して、火口が小さい場合は、熱が母材に吸収され、母材温度が上昇しにくくなる。火口が大きい場合は、母材の温度を過度に上昇させる、ガスの消費量も多くなり不経済である。ろう付作業周辺温度が低いときは、大きめの火口を用いる場合がある。
冷媒配管ろう付は、酸素アセチレン溶接法が一般的であるが、可燃ガスにプロパン、ブタンなどを用いる場合は専用のトーチを使用することが必要である。
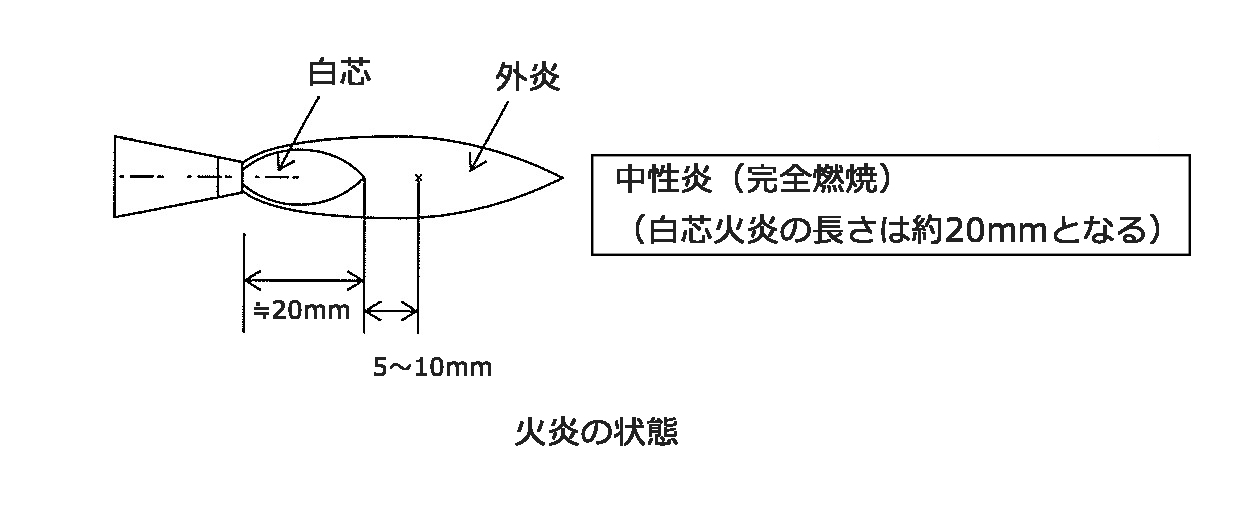
酸素アセチレン炎の性質は図2.63で示すように、トーチ内のアセチレンと酸素の混合比によって、アセチレン過剰炎(炭素炎または還元炎)、酸素過剰炎(酸化炎)あるいは中性炎となる。母材を酸素過剰炎で加熱すると加熱中に酸化物の生成を促進させる。酸化を少なくするには、炎は中性炎でろう付を行う。 火炎は下図に示すような中性炎に調整し、白芯の先端がろう部材より5~10mm離れた状態で加熱する。
 |
 |
 |
| 中性炎(完全燃焼) | 酸素過剰炎 | アセチレン過剰炎 |
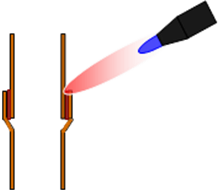
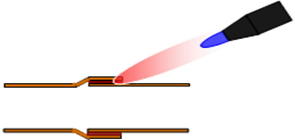
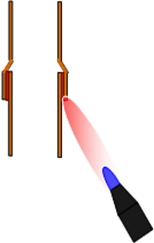
3.3.3 ろう付の向き
ろう付は下向き方向か横向き方向で行い、上向き方向でのろう付は行わないことが望ましい。特に、配管径が大きい場合、管径すき間が大きい場合などは、上向きは方向は極力避けるほうがよい。
| ○ | ○ | △ |
 |
 |
 |
3.3.4 ろう付作業
ろう付は予熱を十分に行う事が重要である。予熱を行う時は、
①局部的に加熱しない、適正な温度まで均一に加熱すること。
②内側配管より予熱を行う。
③予熱範囲は、内側配管直径の半分の長さから、外側配管側を予熱する。
④予熱は銅配管表面が赤褐色に変色するまで行う。
予熱が完了すると、銅管表面が黒く酸化するので、引き続き薄赤みを帯びた状態になるまで加熱する。銅管表面の色による判断が困難な場合は、フラックスの溶ける状態で判断する。
加熱が十分であれば、ろう材を接合面に押しつけ、ぬれ現象を利用して銅配管接合部隙間に、十分にろう材を浸透させる。この時、接合部を重点的に加熱することが重要である。
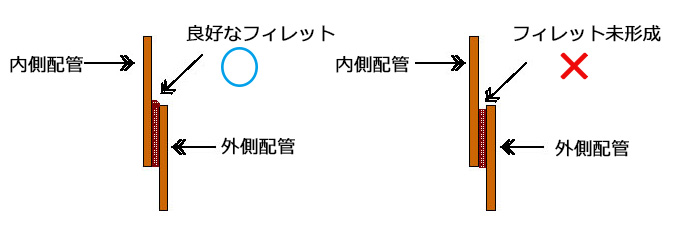
配管サイズが大きくなると、すき間も大きくなり、ろう材が十分に浸透しにくくなる。これを補うには、浸透とフィレット形成に分けてろう付を行う。
第1段階の浸透作業:ろう付温度を高めにし、ろう材をすき間に浸透させる。
第2段階のフィレット形成:ろう付温度を低めにし、母材の温度を上げすぎないように注意しながら行う。フィレット部に水が溜まると腐食の原因となることがある。
ろう付作業後すぐに窒素ブローをやめたり、銅配管を大気開放したりした場合、銅配管内に酸化被膜が生成される恐れがあるので、銅配管温度が300℃以下まで窒素ブローを行い、大気開放をしないで自然冷却する。また、強制的に銅配管を冷却した場合は銅配管の劣化の原因となる。
3.3.5 作業時のポイント
①ろう付接合部の油、ゴミ、酸化物などを取除く。
②接合面をペーパなどで少しキズをつけるほうが接続強度は増す。
③差しろうは、ろう材を炎で溶融しないで、母材の熱で溶融させる。
④ろう材を接合部に過度に充填しても強度は増さない。
⑤フッラクスを使用する場合は、内側配管の外側に塗布する。
⑥狭いすき間のろう付に溶融温度範囲の広いろう材を使用すると、ろうはうまく溶け込まない。このときは、接合部のすき間を少し広げるほうが良い。