2.配管の加工
2.1 工具
① 鋼管を切断する切断機
バンドソー

弓鋸盤

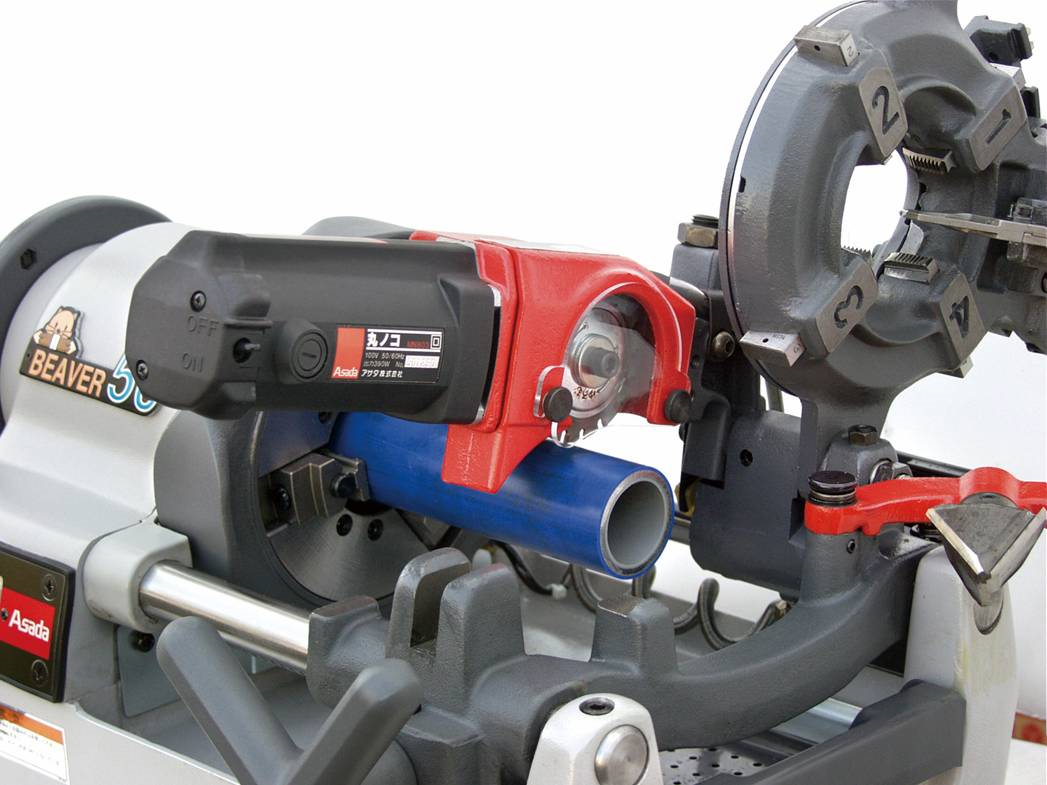
ねじ切り機搭載形丸鋸切断機
パイプ受台

パイプ受台

| ② 開先加工機 | ③ 切断面仕上げ及びバリ取り工具 |
 |
 |
| 開先加工機 | グラインダ |
2.2 パイプ切断
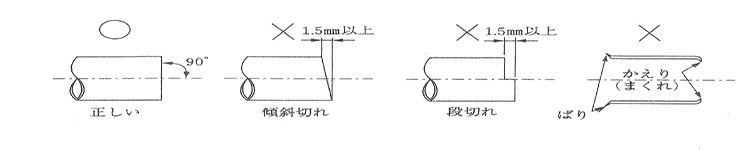
鋼管の切断は、帯鋸、丸鋸などの金鋸で管軸に対して直角に切断することが大切で「ばり」や「かえり(まくれ)」を生じさせない切断方法がよく、また切断面が真円か真円に近いことが必要である。切断機としては、帯鋸盤(バンドソー)、弓鋸盤、ねじ切り機搭載形丸鋸切断機などがある。なお、ガス切断、切断砥石のように発熱するもの、チップソーカッタのように切粉を多く発するものは使用しない方が望ましい。
鋸盤を使って切断する時の注意事項
●パイプの材質、サイズに合わせて、鋸刃の選択、荷重、ガイドの調整が必要
●垂直切断のため、長尺パイプの切断は必ずパイプ受台を使う
●未使用時(特に鋸刃の交換時)は必ずコンセントを抜く
2.3 切断面仕上げ
バンドソーを使用して直角に切断した切り口は平滑に仕上げる。やむを得ずガス切断を行った場合には、切断面に付着したスラグ等をグラインダ、ワイヤーブラシ等で完全に取り除く。
2.4 曲げ加工
鋼管の場合通常配管には、成型曲げ加工品を使用する。又手曲げ加工は人力では困難で一般には油圧ベンダーが用いられるが、管経が太くなる程困難となるので25㎜以上では成型エルボ及びベンド等の継手を使用する。
2.5 バリ取り
バリ・カエリはグラインダ等で除去する。
2.6 溶接部加工(開先加工)
1) 開先形状が正確に仕上げられているかどうかは、出来上がりの品質に密接に関係する。一般に手溶接を行った場合の溶込み深さは、肉厚、速度、使用電流の適否によって左右される。
2) 開先加工は機械加工とした方が望ましい。
3) V形開先は、一般的に多用される開先であり、ルート間隔、ルートフェイス、開先角度を適正にとることにより、十分な溶込みが期待できるものである。直管を切断し開先角度を加工する方法は、ガス溶断機で斜めに切断後グラインダで仕上げる方法と、パイプカッタなどによる切断の後旋盤などにより機械加工仕上げをする方法がある。
4) 面取りは、厚さ4㎜未満の鋼管についても、溶込み不良を防止するため面取りを行う。この場合は、面取りの角度は規定していないので、適当な角度とする。その他については、V形開先に準じる。
5) 開先加工の作業後、直ちに本溶接を行うこと。
2.7 ブロー
配管単体を配管加工後、窒素でブローして、配管内のごみ等を除去する。
2.8 配管養生
配管の養生は、配管内への水分、ごみ、埃などの侵入を防止するために行う。鋼管の切断・開先加工後放置する場合、仮蓋又はポリキャップ等で封止しておく。酸洗管材の切断後は上記仮蓋前に窒素ガスブローしておくと酸化を遅らせることができるが24時間以内の使用が望ましい。
加工部の錆防止(水分混入防止)のため、配管の両端のフランジ部を塞ぎ窒素ガスを封入しておく。配管組立作業が途中で終る場合も都度窒素ガスの封入を行い水分の混入を防ぐ。